因为多有智慧,就多有忧愁烦恼;
增加知识,就增加忧伤。
——《圣经•旧约》
本章目的 本章将再次强调“系统”(制度)的提高,无论是向下游或向上游,其认知与行动都是管理阶层的责任。
我们已经看了许多有关“向系统下游提高”的实例,这些例子都简单得令人难以置信,而以后的章节还会有更多的例子出现。
注意:如果读者认为系统的提高实例都像本章和本书他处所列举的这样简单,那你就错了。提高往往需要适当的统计设计,同时对两个或更多因素进行试验。一次仅测试一个因素,就无法观察两个因素间的交互影响,观察可能失败。常见例子是酒精和抗忧郁药同时服用所导致的危险性,远比单独服用其中之一大得多。另一个常见的例子则为肥皂及清洁剂,同时使用时的效果几乎互相抵消。
系统提高的实例
例1 本例说明只要在系统上稍做改变,便能消除不合格品产生的机会。
图12.1的测试项目为车轮运转的平衡性。纵坐标为测试成品均匀度后,3个样本(n等于3)的平均数( )。以下是我们的分析:
)。以下是我们的分析:
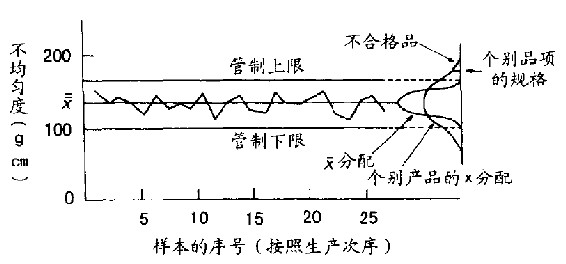
图12.1车轮均匀度测试
个别生产线操作员所制造的车轮控制图。个别车轮非均匀度测试的分布,以x为中心。其全距则为 =1.73乘以其控制界限内与的距离。
=1.73乘以其控制界限内与的距离。
1.就个别工人的状况而言,该操作员的工作处于管制状态之下(这是他惟一负责的工作)没有任何点落在管制范围之外。
2.操作员受限于系统缺陷中,无法与系统和生产过程能力相抗衡——纵使他是一位优秀的操作员,并处于管制状态之下,但他就是偶尔会制造不合格品。
3.操作员的工作状况已达到工作要求,他不能做得更好,无法进一步贡献。
4.主要问题出在系统本身。
生产线上监督人员如果能采用适合于工作的原料,进行更好的维修及更仔细的调整,将能降低整个控制图及分布,使得此后车轮不会落在规格上限外,不再有不合格品。
例2 本例与服务业中的汽车货运业有关。本例中,卡车司机须将收取的托运货品送至转运站,以便重新装载,继续运送。其他司机则负责送货到府。一般来说,一家大型的货运公司都会在大城市或其周边拥有10~40个转运站。整个过程包括一长串操作:托运者(通常打电话)要求承运人取货,承运人取货后,将货品放置在货车平台,准备重新装载,然后拖至转运站以便进一步运送至目的地。过程中,每一项操作都可能发生错误。表12.1显示的就是6种类型的错误以及其他错误。虽然错误频率不高,总损失却相当可观。
第一种错误为司机在运送单上签收10箱货物,但在后续操作中,被人发现只剩下9箱,一箱遗失了。这一箱跑到哪里去了?当然,可能当初就只有9箱,也就是说运送单填错了,更可能的是,司机把其中一箱遗留在托运原址。让我们列出几种可能的解决办法:
1.从货车平台上找寻遗失的箱子或找回重新上路的卡车再仔细寻找→成本为25元。
2.另外派一位司机去托运者处拿回遗漏的箱子→成本为15元。
3.在找寻期间,分开储存另外9箱货品→成本为10元。
4.如果承运者找不到箱子,托运者将正式提出索赔。承运者必须对第十箱货品负责——它的价值从10~1000元(或更多)。
从上述分析可知,第一种错误显然所费不赀。在表12.1的7种错误中,任何一种错误都会让我们平均损失50元。记录上如果有617件错误,单是索赔的损失就会高达3.1万元。以20个运转站而言,就必须乘以20,则此7种错误的总损失为62万元(这是最低金额,还不包括找寻及其他行政费用)。
表12.1货车承运的错误类型
| 错误类型 | 状况描述 |
| #1 | 收取时,货品短少 |
| #2 | 收取时,货品超收 |
| #3 | 交货时,未能以电话事先通知短少、超收和纸箱破损的情形 |
| #4 | 提货单记载不全 |
| #5 | 纸箱商标不当 |
| #6 | 签收单签字不全 |
| #7 | 其他 |
如将7种错误合并计算,图12.2显示150位司机所犯错误数目的分布(总共有150位司机整年都在工作)。
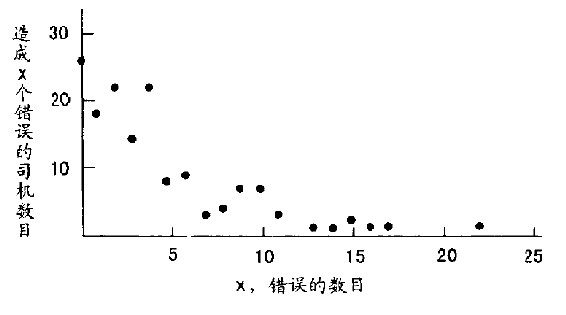 图12.2 货运司机的管制
图12.2 货运司机的管制
错误数目/司机数目的分布图(所有7种错误都包括在内)。
为了要随机分配司机的错误,我们假设下列情况。先想像手中有一大碗混合均匀的黑白珠子。每一位司机舀取1000颗或更多颗作为样本(此数字为一位司机每年平均运送次数),然后再放回碗内,重新混合。既然图12.2中的总错误次数为617,司机共有150位,我们因而估计每一位司机的错误平均数为:
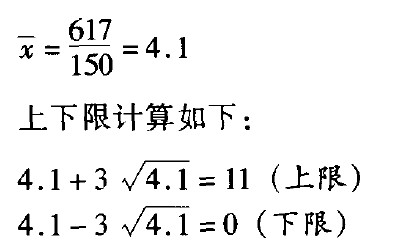
我们可将上限解释为:一年中犯错次数超过11次以上的司机并不是“系统”的一部分。如果错得离谱,他就是造成损失的特殊原因。
我们可以把司机分为两组:
A.犯错次数超过11次以上的司机群。
B.犯错次数少于11次的司机群。
我们从这个简单的统计模式中能领悟什么呢?
1.A群司机共有7位,但他们占错误比例的112/617(或18%)。
2.系统本身所引起的损失。正是司机造成这样的系统。他们的错误占到82%。
跟人有关的问题,没有一个是简单的。聪明的管理当局不妨先暂缓批评A组司机,最聪明的做法还是先决定这些司机所走的路线是否特别困难或特别长。结果果真如图所示,他们碰到的困难的确较多。
这里我们碰到了一个管理上的重要课题:该公司每碰到一次犯错就发信给司机。无论这是该司机本年度惟一的错误或是第十五次错误一一信的内容一模一样。送这样的一封信给B组司机将使他们士气不振,他们会认为自己是系统失误的受难者。
读者在此刻可能会问:对于一位已经收到15次相同警告信的司机来说,他对管理当局会怎么想?
对那些只犯一两次错误,或在过去6个月内从未犯错,或只犯一次错误的司机而言,收到一封和已犯15次错误的司机一样的信时,他们对管理当局又会怎么想?
一位参加研讨会的朋友告诉我说,在他家乡的任何一位警察,只要市民对他的表现稍有怨言,他就会收到内容一模一样的一封信,不管这是多年来的第一次,或是过去数周内的第十次,这是好的管理吗?
我想,所有货运业者的客户都会热切地想和承运者好好合作,减少错误(只要他们知道该怎么做)。因为错误对客户来说,损失永远大于承运者。以下是我的建议:
假设你有两位到处跟踪车辆做记录的打探者。他们记录下司机行走的路线以及花多少时间找车位、喝咖啡。我会建议你给这两位打探者另一个工作,一个更有用的工作。譬如,有些停车位是露天的,没有遮棚。司机往往要在风中、雨中、下雪时或昏暗的光线下吃力阅读运送指示。就让这两位打探者去说服客户加盖雨篷及加强照明吧。另外,我也想建议客户将每批托运品分开,或用胶带做个记号,或用“空间”隔开,或在地板上用粉笔划条线。这样司机就可以一次拿取整批托运物,而不会留下一些在身后,或误取其他货品。此外,客户最好也要在运送指示上写得清楚些。
例3 一家小型制鞋厂以高价租来的缝纫机出了问题,结果操作员花费许多时间重新穿线,造成严重的损失。
这是所有机器及所有操作员的问题。我们很明显知道,这是很普遍的环境因素,它影响所有的机器及操作员。做了几次试验后,结果也指出缝线是造成困扰的原因。工厂的主人购买了廉价质差的缝线,而机器时间的损失则等于好坏差价的数百倍,缝线的廉价反而成为所费不赀的陷阱。
这是一个被低价竞标所耍弄的例子,因为它只考虑到“价格”,却忽略了“质量”或“绩效”。
使用较好的缝线,问题就可以消除了,而只有管理者才能做此改变。纵使操作员知道问题所在,也不能外出购买较好的缝线。因为他们在系统内工作,缝线则是系统的一部分。
在这个找出原因的简单调查(虽平凡却有效)中,工厂老板原以为这些问题是来自操作员缺乏经验及疏忽所致。
例4 工具间所需的机械工人数。
工具间的用途是制造机器(尤其是原型机)、修改现有设备及紧急维修工厂内所有的故障机器。有时主管会缺乏足够的技工来处理紧急维修。其他日子里,紧急事件不多,他的人员可以在研究发展上投注较多的人力。
平均而言,每天大约有多少次紧急事件?
主管并没有确实的数字,但他猜测可能是36或40次。
假设故障是独立的,并非连锁反应,则逐日的故障数将会形成泊松分布(Poisson distribution)。如果平均数为36,则这分布的标准差为36,即等于6。那么:
我们大概就要准备应付54次紧急事件了(最多),但我们可以多做几次实验。
如果说每日的平均故障数为40,则工人将准备应付58次紧急事件,而非54次。因为上限对“平均数”及“周期”(趋势)都是很敏感的。
如果主管顶多只想在两个月内面临一次人力短缺,他可以用两倍标准差为其上限,数目则为:

这个界限对平均数及趋势都很敏感,如果平均数为40,而不是36,则该界限须增加4。
下一步是将数周来的数字加以逐日整理,绘制成操作记录,检视分布的随机性。
例5 铁矿砂装载在小车上,小车以每小时4英里的速度通过装载机。
需求:更均匀的装载量(每车净吨数)。
负责装载小车的装载人员巧妙地管控操作,尽量使矿砂的重量分配均匀。需要装载均匀的理由有好几个。因为对一个一周内预订100辆(或更多)小车矿砂的客户而言,他可以用10或15小车做样本来计算这笔大订单的总重量及运输成本。再用样本来减少称重的成本,并可加速小车移动的速度。这时装载均匀便很重要了。每一辆小车的容量应好好利用,但不能过度,因为如果矿砂在小车上堆得太高,转弯时便会掉出来。像这样子,一辆小车损失半吨矿砂的情况并非不寻常。
不过接下来我们就想出一个解决方法(如图12.3所示)。图中我们可以看到一根很重的水平钢梁(图中A点)架在适当的高度上,将矿砂整平。工程师为什么以前没有想到呢?他们以为装填人员如果够努力,就能缩小变异。他们从来没有想过“系统”也有改变的可能。
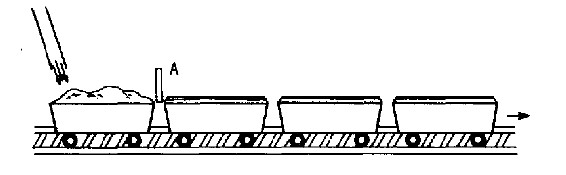
图12.3小车通过装载口
当小车通过A点钢板时,就可将矿砂表面的高高低低加以整平。结果是改进了每一小车的均匀度。让每一小车承载的吨数更多。较大的承载量及各车重量的均匀度都是我们所想要的。在未装置水平钢板以前,这种要求并不容易达到。
例6 提高长袜的生产量。
本例中,管理阶层放眼未来,预测在不久的将来,他们的成本就会比收入还高,所以必须采取一些行动,以免公司无利润可期。任何增加一级品生产比例的计划(纵使产量不变),都会增加净收入,并使公司处于较佳的竞争地位。其他必须提高生产量的理由还包括:工人们是论件计酬的,但他们每生产一件不合格品,就要罚扣两件产量,但如果工人每周的工资低于最低工资,其间工资的差额须由公司补偿给工人。因此生产力的增加对工人及公司都有利。初步措施应为:
1.最重要的一步是经理人要能预见问题所在,并寻求统计人员帮助。
2.第二步是教导管理阶层基础教义。
3.然后依据钱伯斯教授的建议,由公司选派20位监督人员去田纳西大学参加为期10周,每周上两个半小时的课程。
附带一提,这个课程让20位监督人员先有机会去熟悉彼此,然后讨论他们的问题。
4.训练课程结束后,管理阶层要求监督人员尝试应用他们学到的原则,并将结果写成报告。
在训练期间,监督员提议以后要有每周聚会,就在这样的一次聚会中,各人发表了他们的结果报告。管理阶层希望这个周会能成为正式的论坛,让操作人员彼此交换意见。监督人员首次感觉到自己的工作对管理当局或工厂都是非常重要的。他们发展出团队精神,也激发了大家以前所欠缺的兴趣。实际上,这个小组就是一个包含了监督人员的质管圈,也是过去从未利用的资源库。
5.当监督人员开过几次会议后,顾问人员建议先对编织部门的问题下手研究。选择这一部门的主要原因为(1)那里显然有问题发生;(2)该监督人员已学习过监督哲学;(3)该监督人员有能力与工人及其他监督人员共同做好工作。
第一步:在生产线的末端,我们把长袜分为数个等级:一级品、异常品、二级品、三级品及废品。一个有生意头脑的人买下了废品,细查后,他发现废品中有些长袜可以当做三级品甚至异常品出售,于是便雇用修补人员把剩余的废品修补成一级品。
这里我要特别强调,废品和一级品的生产成本都是一样的。可是利润主要都靠一级品。异常品、二级品及三级品的售价都低于成本,而废品几乎不值钱。
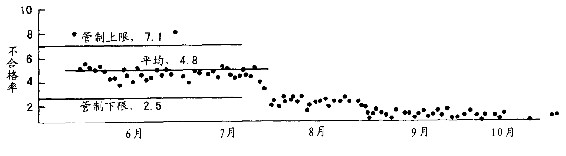
图12.4 次级品比例的控制图
6月及7月为试验期。改进行动始于7月底,之后立即着手改进,而结果如图中8月、9月的情况,并持续改进下去。
我们先要开始检查编织,以了解编织操作的系统是否在统计控制之下,或是证据显示出有特殊原因导致巨大变异。该公司采用两班制——早班及晚班。我们从6月份的第一个工作天开始,每天检验每一位编织员的16双长袜。在6月及7月的两个月试验期里,47位编织员几乎每天都在工作。而47位人员逐日的总不合格率显示在图12.4中。图中的平均不合格率为4.8%。控制界限计算如下:
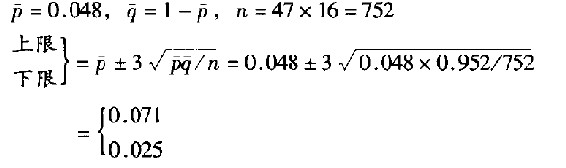
试验期间内,有两点(天)超出了管制范围。第一点超出管制的解释是:以前从未有检验员在那个部门,他的出现引起生产人员不快。至于第二个点超出控制的原因则为:因为这天是7月4日(译注:美国国庆节)连续休假后的星期一,而连休的那个星期,工厂是停工的。
管理阶层的冲击 当生产部门副总裁看到有4.8%的产品质量低于一级品时,他几乎是一片惊慌。他从来都不知道他过去生产的情况,并宣称公司不可能在这种情况(4.8%产品低于一级品)一息尚存。如果事情属实,这家公司早该关门了。他忘掉了该工厂已经运作65年。
公司惟一保有的记录是配对及装盒生产部的次级品数目,但是问题的原因无法追溯至该处,所以管理当局对他们所处的状况根本一无所知。
每位编织员的控制图
下一步是让每位编织员看看自己的控制图,使她们能够知道自己每周的表现。下列某些个别控制图可能会引起读者的兴趣:
(75号编织员):一位优秀的编织员。监督人员可以把她相当多的技巧转化成部门常规,使所有人获益。
(22号编织员):这位编织员7月份的业绩比6月份还差。监督人员研究了她8月份的工作习惯,建议她到人事部门做视力测试。她前次测试是在8年前。医生发现她的左眼快看不见了,而右眼的视力只有6/20。矫正右眼视力成为20/20之后,她的成绩立刻提高了,每小时收入也增加了19分钱。
22号编织员的例子促使管理阶层重新考虑了眼力测试的政策。他们面对的事实是:他们没有政策,公司除了送新人到学校学编织,上6个星期的训练课程以外,已有编织经验的人一经试用,监督人员就会决定她能否胜任。一般雇员,则不要求做任何测试。

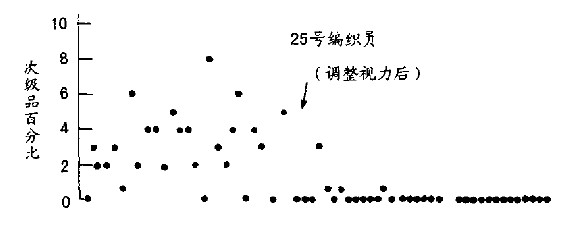
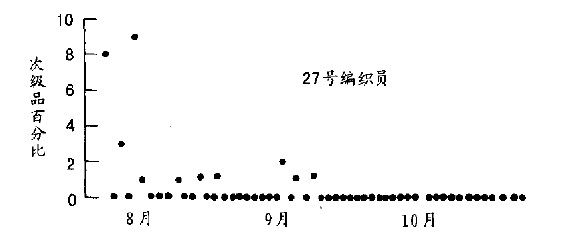 图12.5 3名编织员的控制图
图12.5 3名编织员的控制图
新政策是对所有的编织人员进行眼力测试,然后建立一套定期复检的模式。
初次测试的结果,他们发现有12位编织员视力有困难。
(27号编织员):这位编织员可能是整个试验期间最差的一位。监督人员把控制图给她看,她的反应是:“我在这里已经5年了,这是第一次有人告诉我‘要用心’。假如有人在乎,我当然可以把事情做得更好!”她8月份和以后的记录有了长足的进步。
另一位仍有许多错误的编织员(落在控制界限之外)则表示:她已经在职5年了,却从来没有人向她们解释编织的真正含意。她只是观察其他编织员怎么做,别人也尽力教导她,但却学到了许多坏习惯,仍旧不了解到底要怎么做好。
成就简述 记录上显示出他们的工作情况持续提高。从努力提高的第一个月——8月份开始,不合格品的比例降至2.4%,然后是1.4%、1.3%、1.1%,最后到第二年2月份的0.8%。仅仅7个月,他们就有了极为显著的改变。以往的记录是每周有11500只长袜为次级品,而到了2月份,次级品的数目降至2000只以下。
成果为:
•增加了一级品的数量。
•成本降低,利润提高。
•生产力的提高导致每人收入增加(用更少的努力)。
•质量的维护得以向顾客保证,有助于产品销售。
•顾客抱怨大幅降低。
此种改变的净成本几近于零,虽然增加了几位检验员,但有些100%检验已经取消了(已无必要)。一位秘书做完了所有图表的点绘,也不用另外加人。
我要提醒读者,这项提高可是在同样一批人员及不加新设备的情形下完成的。
