12.2 计量控制图
一般对连续型随机变量所做的控制图,称为计量控制图。计量控制图是建立在正态分布N(μ,σ2)的理论基础上,由于正态分布的特征值均值和方差是相互独立的,因此控制计量值的波动需要两张控制图:一张用于控制位置特征量(如均值、单值控制图);另一张用于控制散布特征量(如极差、标准差控制图)。本节将以最具代表性的均值—极差图为例,介绍计量控制图。
现分别将控制线的计算公式和制作步骤整理为表12—1和表12—2。
表12—1 均值—极差图中控制线的计算公式

说明:d2,D3,D4,A2与样本量n有关,可查阅本书有关控制图的附表6获得。
表12—2 均值—极差图的制作步骤

下面用例12—1对计量控制图的实际应用加以说明。
例12—1
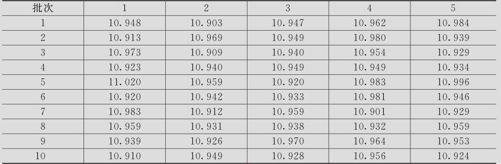
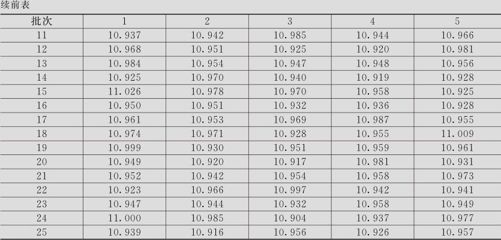
某台机器连续生产钢珠,直径是它的一个重要质量特性。为对钢珠直径进行控制,每隔15分钟抽样1次,每次抽取产品5个,共抽样25次,测量并记录数据。经检验钢珠直径服从正态分布,试绘制Xbar-R控制图(数据列在表12—3中,数据文件:SPC_钢珠直径.MTW)。
表12—3 钢珠直径的测量结果
解 手工计算的实现方法如下:
首先,计算出每个子组的均值 和极差R。然后,可以得到极差图和均值图的中心线分别是:
和极差R。然后,可以得到极差图和均值图的中心线分别是:

在本例中,子组大小为5,查本书附表6得知,A2=0.577,D4=2.114,D3=0,因此极差图和均值图的控制上下限分别是:
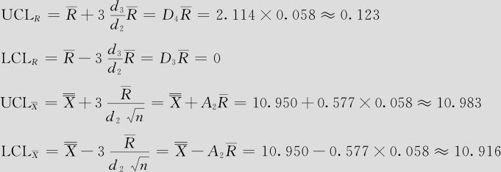
最后,根据子组数据值和以上计算所得的6条控制线可绘制出所需的Xbar-R控制图。
计算机软件MINITAB的实现方法如下:
1.从“统计>控制图>子组的变量控制图>Xbar-R(Stat>Control Charts>Variable Charts for Subgroups>Xbar-R)”进入。
2.指定“图表的所有观测值均在一列中(All observations for a chart are in one column)”为“直径”,指定“子组大小(Subgroup Size)”为“5”。如果每小时的5个数据分别记录在5列中时,MINITAB也可以直接使用(R15之前版本无此功能):指定“子组的观测值位于多列的同一行中(Observations for a subgroup are in one row of columns)”。
3.在“Xbar-R选项>估计>‘子组大小>1’(Xbar-ROptions>Estimate>‘Subgroup Size>1’)”中选择“Rbar”,运行命令后得到图12—4。
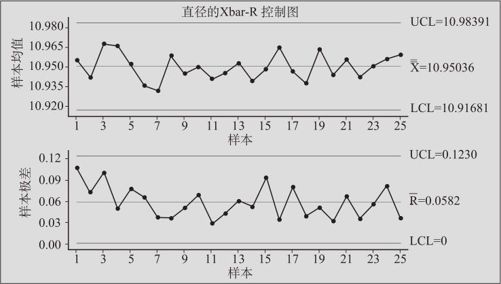
图12—4 Xbar-R控制图
由上图可知,极差图和均值图均无异常,我们可以判定钢珠的生产过程处于统计控制状态,如果同时能够证明该过程的过程能力满足预期要求,就可以延长此控制限,成为控制用的控制图。
值得一提的是,在MINITAB的“统计>控制图>子组的变量控制图>Xbar-R>Xbar-R选项>检验(Stat>Control Charts>Variable Charts for Subgroups>Xbar-R>Xbar-R Options>Tests)”中,可以逐一看到前文所述的SPC中8项判异准则,如图12—5所示,这将便于用户查阅和记忆。
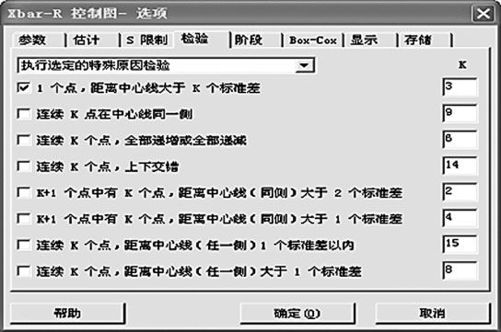
图12—5 MINITAB列出的SPC中8项判异准则
